怎樣提高硬質(zhì)合金鉆頭和鎢鋼銑刀耐用度?
2021-04-07
 同樣的材料同樣的加工中心設(shè)備,為什么進(jìn)口的鉆頭銑刀就那么耐用呢?相信不少客戶也是十分疑惑的。然而我們已經(jīng)生產(chǎn)制造出提高硬質(zhì)合金鉆頭和鎢鋼銑刀耐用度的設(shè)備,而且已經(jīng)廣泛應(yīng)用在硬質(zhì)合金鉆頭和鎢鋼銑刀的制造領(lǐng)域,這個秘密就是刀具鈍化拋光機(jī)的廣泛應(yīng)用。
同樣的材料同樣的加工中心設(shè)備,為什么進(jìn)口的鉆頭銑刀就那么耐用呢?相信不少客戶也是十分疑惑的。然而我們已經(jīng)生產(chǎn)制造出提高硬質(zhì)合金鉆頭和鎢鋼銑刀耐用度的設(shè)備,而且已經(jīng)廣泛應(yīng)用在硬質(zhì)合金鉆頭和鎢鋼銑刀的制造領(lǐng)域,這個秘密就是刀具鈍化拋光機(jī)的廣泛應(yīng)用。
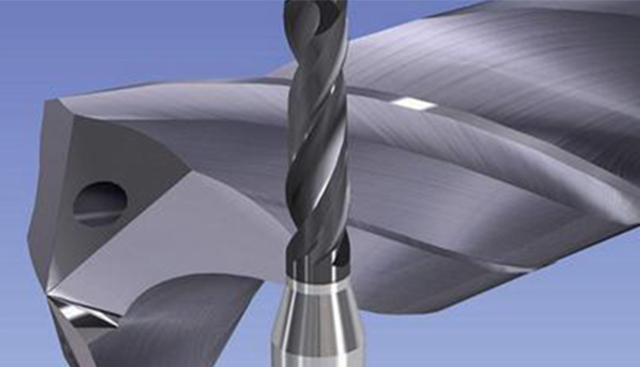
其理論依據(jù)事,硬硬質(zhì)合金鉆頭和鎢鋼銑刀在制造時,其主切削刃口會產(chǎn)生的毛刺,如果不去除,容易造成掉塊現(xiàn)崩刃象,之后刃口的如曾開始脫落,這個缺口在切削時會加劇磨損,嚴(yán)重減短刀具使用壽命。主切削刃鈍化使刃口形成R形圓弧,降低掉塊幾率,也能改善孔的表面質(zhì)量。
硬質(zhì)合金鉆頭和鎢鋼銑刀刃口鈍化強(qiáng)化處理就是使硬質(zhì)合金鉆頭刃口形成一個小圓弧R,使切削阻力分散,并能消除刃口和韌帶上一些細(xì)微鋸齒狀,從而增強(qiáng)了刃口的剛性。目前常用的鈍化方法有尼龍刷鈍法、鈍化機(jī)強(qiáng)化法、懸浮鈍法,較為常用的為拋光機(jī)鈍化法。鈍化機(jī)強(qiáng)化法:一次將18支硬質(zhì)合金鉆裝到鈍化機(jī)上,在其下面的桶中加入金剛石研磨砂,然后將硬質(zhì)合金鉆插入到金剛石研磨砂中,自轉(zhuǎn)加公轉(zhuǎn),數(shù)分鐘后可使鉆頭刃口得到均勻的鈍化。鈍化量的大小是和時間有密切關(guān)系,嚴(yán)格控制鈍化時間可以確保鈍化量,從而控制和提升鉆頭使用壽命。一般鈍化采取正傳30分鐘后反轉(zhuǎn)5分鐘。以下是硬質(zhì)合金鉆頭刃口鈍化效果圖(見圖3),發(fā)亮部分為鈍化處,。
為避免硬質(zhì)合金鉆頭主切削刃過于鋒利,而造成崩刃,會對其主切削刃進(jìn)行負(fù)倒棱,針對不同材料的加工,其主切削刃副倒棱略有所不同,針對鋼件負(fù)倒棱值取0.06-0.08mm,鑄鐵0.08-0.10mm,不銹鋼0.02-0.03mm,鋁合金0.01-0.015mm。負(fù)倒棱鈍化量測量是在雙鏡頭五軸測量儀上直接測量出的。
實(shí)驗(yàn)表明,對硬質(zhì)合金鉆頭和鎢鋼銑刀鈍化機(jī)進(jìn)行處理后,進(jìn)行均勻地倒圓。刀刃表面拋光的好處在于可以減少切口和工具之間的摩擦,刀具的承受能力增強(qiáng) 。鉆頭崩刃現(xiàn)象消失,鉆頭壽命大幅提高,通常是未鈍化處理的鉆頭的1-2倍,這不僅僅提高了切削效率,而且節(jié)約了貴重鎢鋼材料,國家也減少能源浪費(fèi)損失。
推薦產(chǎn)品
品/新技術(shù)")
合金")

合件")


- 136-5733-5100
-
-

微信二維碼
-
-
-

手機(jī)二維碼
-
-
行業(yè)解決方案
石油天然氣 流體控制 化工行業(yè) 船舶裝備 工程機(jī)械 其他市場 -
關(guān)于我們
企業(yè)介紹 ASEEDER VR全景 企業(yè)文化 榮譽(yù)資質(zhì) 質(zhì)量控制 人才招聘 -
聯(lián)系我們
西迪中國 ASEEDER 在線留言
股份有限公司")
136-5733-5100